-

河南宝润机械有限公司
主营:钢筋剪切线,小导管尖头机,小导管冲孔机,工字钢冷弯机,数控钢筋弯曲机

河南宝润机械有限公司
主营:钢筋剪切线,小导管尖头机,小导管冲孔机,工字钢冷弯机,数控钢筋弯曲机 9
9

钢筋笼加工制作的时候要求防雨,防潮,出入方便。一般选好合适的平整场地后,按需要搭建大棚,并拉好安全电源。
钢筋原材是否已经送检合格,原材规格是否符合图纸设计要求,箍筋间距、焊接点搭接长度,焊条要有质保单
1.首先要选择一个搭建场地:钢筋笼制作时要求防雨防潮,出入方便,然后就是拉好安全电源。
2.选购原材料:按图纸设计的要求选择钢筋,截取钢筋后并送到相关质量检测部门进行检验。用电弧焊焊接钢筋要按施工要求选择焊条,焊条的质量将会影响钢筋笼的质量。如果有条件可以买我司生产的钢筋笼滚焊机。
3.加工制作时应要求进行钢筋加工,将制作好的钢筋笼交于监理人员检验是否合格。
4.制作控制要点
钢筋加工前应检查钢筋表面有油渍、漆污、铁锈、浮皮等可用人工除锈,使其表面洁净
钢筋局部如果弯曲度过标准的话,应矫直后才可使用。
切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时,引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时,**层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。
钢筋接头采用帮条焊或搭焊时,焊缝长度不应小于帮条或搭接长度,焊缝高度应大于等于0.3d,并不小于4mm;焊缝宽度大于等于0.7d,并不小于10mm。
6.外观检查
钢筋电弧焊接头外观检查应在接头清渣后逐个进行目测或量测. 接头处不得有裂纹,焊缝表面平整,不得有较大的凹陷、焊瘤。 当有外观检查不合格接头时,经修理或补强后,可提交二次验收。
钢筋焊接必须做强度检验,以300个同类型接头(同钢筋级别、同接头形式、同焊接位置)作为一批,不足300个时,按一批计。强度检验时,从成品中每批切取三个接头进行拉伸试验。
7.钢筋笼的安装
钢筋笼制作完后堆放在平整的地方以防变形;在运输过程中也应采取措施保证其不变形不扭曲;必要时应加固处理, 钢筋笼在孔内立焊时,应符合焊接标准。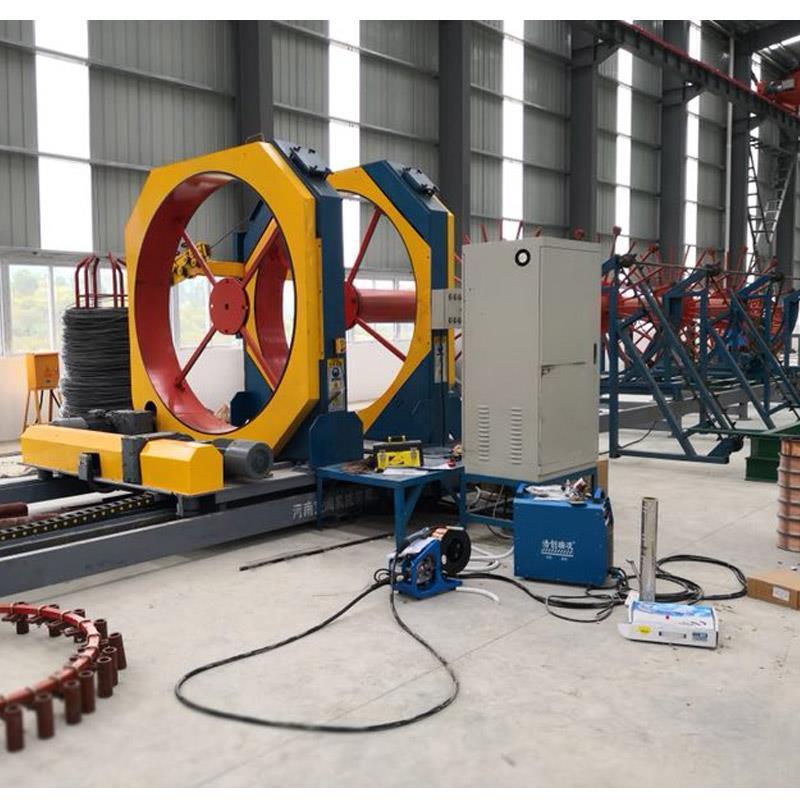
钢筋骨架临时存放的场地必须保证平整、干燥、存放时,每个加劲筋与地面接触处都垫上等高的方木,以免钢筋笼受潮或沾上泥土。每个钢筋笼制作好后要分节挂上标识牌,便于钢筋笼的报验和使用时按节吊装。
电焊机(electric welding machine)实际上就是具有下降外特性的变压器,将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。直流的电焊机可以说也是一个大功率的整流器,分正负极,交流电输入时,经变压器变压后,再由整流器整流冷焊机,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两较在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。
钢筋在混凝土中主要承受拉应力。变形钢筋由于肋的作用,和混凝土有较大的粘结能力,因而能更好地承受外力的作用。钢筋广泛用于各种建筑结构、特别是大型、重型、轻型薄壁和高层建筑结构。
钢筋笼制作与声测管安设 根据钢筋笼的设计直径、间距、长度和数量计算主筋分段长度和箍筋下料长度。将所需钢筋调直后,按计算长度切割备用。钢筋笼骨架在钢筋加工厂统一制作,硬化场地,保证主筋平放在同一水平面上,确保钢筋笼骨架的竖直度。主筋与加强箍筋采用点焊连接,主筋与螺旋箍筋采用扎丝绑扎。
先下料和焊接主筋 再制作箍圈的转盘模具 具体做法是在5mm厚的钢板上按照图纸箍圈直径画个圆圈 焊上钢
根据施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行固定
每次在使用钢筋笼滚焊机进行加工生产之前,都需要对设备进行全面的检查主要检查的就是各线路的连接是否正常