-

河南宝润机械有限公司
主营:钢筋剪切线,小导管尖头机,小导管冲孔机,工字钢冷弯机,数控钢筋弯曲机

河南宝润机械有限公司
主营:钢筋剪切线,小导管尖头机,小导管冲孔机,工字钢冷弯机,数控钢筋弯曲机 10
10

焊接时,以加强箍上的任一筋标记对准主筋中部的加强箍标记,扶正加强箍,并校正加强箍与主筋垂直后准动骨架
采用加强箍成型法。加强箍设于主筋内侧,制作时按设计位置做好加强箍,并标明主筋位置主筋上标明加强箍位置
主筋加工,根据钢筋笼起始节、标准节和末节的节段长度下料,根据钢筋笼的接长方式进行端头加工
必须做好设备的维护和保养,设备的维护与保养,主要是 日常维护和定期的维护和保养
钢筋保护层厚度。钢筋对接处是否按要求打弯,打弯处焊接的焊缝厚度,焊缝长度是否符合质量要求。
滚焊机在焊接过程中,操作工必须时常注意设备的运行状 况,不得远离设备而干其他工作
每个星期都需要对全自动钢筋笼滚焊机的润滑油嘴打黄油,如果发现有变质的黄油就需要及时的更换新油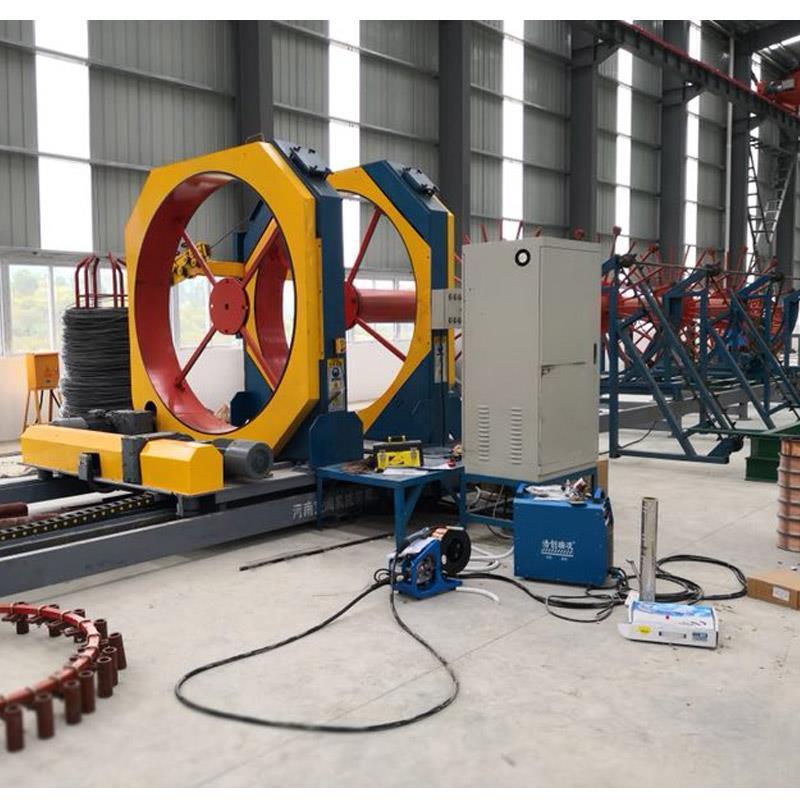
先下料和焊接主筋 再制作箍圈的转盘模具 具体做法是在5mm厚的钢板上按照图纸箍圈直径画个圆圈 焊上钢